
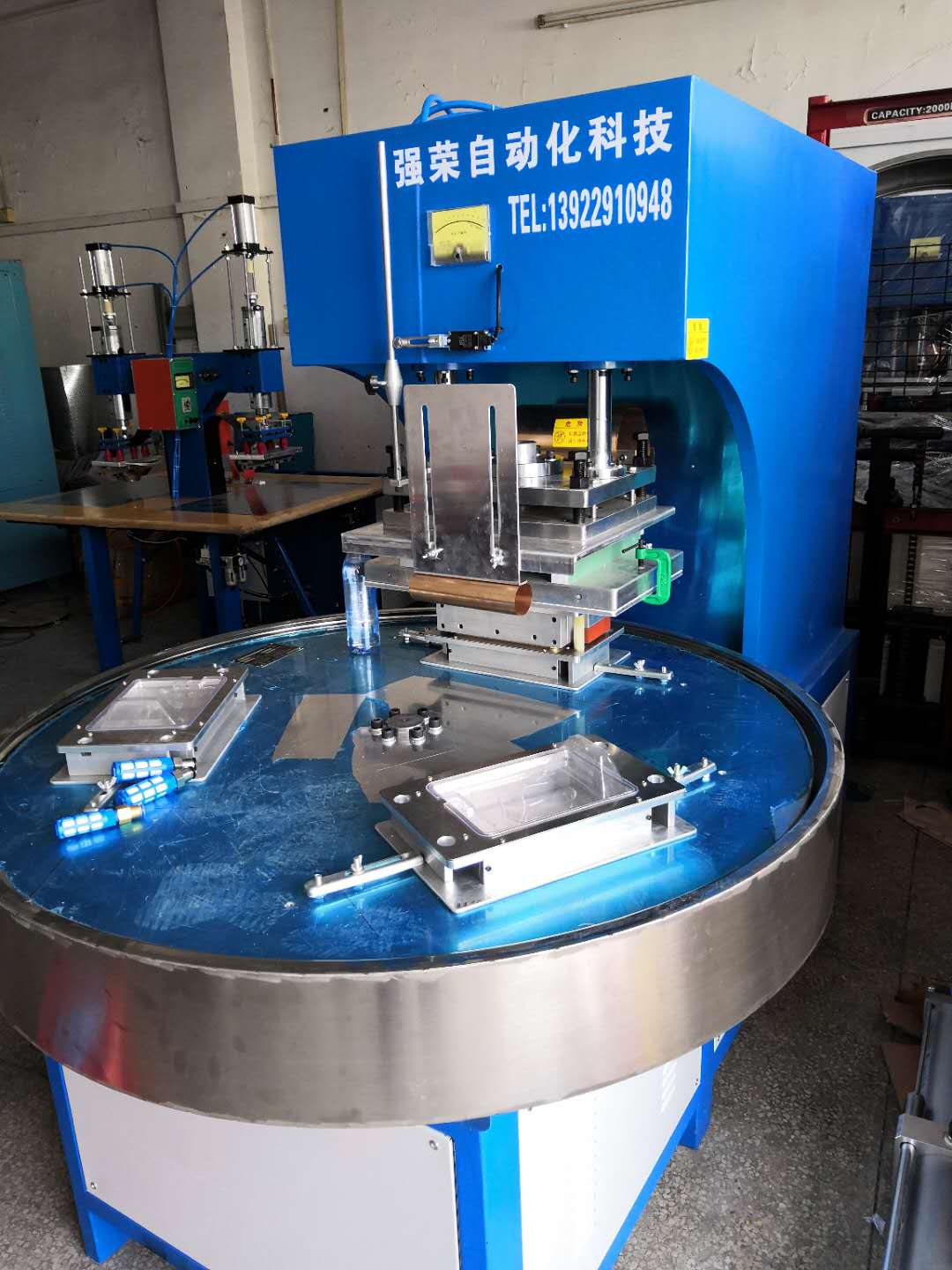
高周波塑胶熔接机的调试方法介绍
請先關閉高周波開關制及自動開關制,再開動電源開關.
拔動上升制(紅色)主氣筒回收到最高位置,擺動轉盤,觸發微動開關,轉盤下降平貼銻板.
把上模具直接鎖緊於發熱板上,下模於轉盤上,並對齊上模鎖緊管位壓條,壓緊底模.
放松模具平行螺絲及平行螺母.
按動下降制使工模平貼底模,然後再”點”動上升制,使上壓板離開發熱板及工模約1/4寸.
鎖緊平行螺絲、平行螺母.
水線銅片的安裝:按動下降制,壓緊下模再調水線銅片的位置壓緊轉盤.
按動上升制使氣筒長至最高位及轉盤上長離開銻板.
在工模升降及加熱時,請勿觸摸模具及加熱板,以免燙傷.
水線銅片要接地,否則轉盤會有漏電現象.
在調模時,請先關上高周波開關制及自動開關制.
電機上禁止放置液體物體,以免流進機器內產生故障.
本機為一個操作員,電機兩旁請勿站立其他人員,以免旋動轉盤時產生危險.
在電機使用完後,請關閉高周波開關及自動開關,再讓工模緊壓轉盤,並切斷壓縮空氣的輸入,關上電源.
打開電源開關後,電子管得預熱10分鐘,才能使高周波輸出.
輸出前測試:
關閉高周波開關制開動開關制,設定時間:
下降時間(約2秒) 高周時間(約2秒)
冷卻時間(約0.5秒) 上升時間(約1秒)
由於上升距離取決於模具.改變上升時間可調上下模具的空間,擺動轉盤位,上下模對齊,水線銅片壓緊轉盤.
發熱器的調較一般設定140℃左右,發熱指示燈亮表明模熱度不足,亮滅後才作高周波加熱操作.
5、調校高周波輸出力:
將同調器指針回歸”0”位,擺好膠料旋動轉盤:模具下降時間應為壓緊膠料另加0.5秒:高周輸出時應在0.2-0.9A(如無指示表明振蕩電路有問題);改變同調器刻度0-100,電流指示隨著上升,檢視熔接效果,否則重復操作過程(調校時請勿過急過大,以免引起過流及跳火現象).
由於模具的大小不同,高周時間與同調器應做相應的調整,輸出力越強或模具面積越小,高周時間應越短,反之則加長高周時間.
惠州高周波,東莞市強榮超聲波高周波機械有限公司主要產品:超聲波塑膠焊接機,方柱超聲波塑膠焊接機,豪華型大功率焊接機,高頻感應熔接機,超聲波手焊機,多功能塑膠熱熔機,高周波同步熔斷機,熱板機,旋轉機,高頻感應機,喇叭網焊接機,同步熔斷機等。電話:13716053047 李先生
推荐产品
同类文章排行
- 手机皮套,PAD三星 小米 苹果平板电脑操作
- 高周波熔断机
- 双头脚踏式高周波机器特点
- 超声波焊接机常见故障维修
- 什么叫高周波
- 什么是高周波熔接,工作原理是什么?
- 东莞超声波机械 东莞超声波 东莞超声波
- 东莞超声波机械,专业超声波机械生产厂
- 东莞超声波焊接原理
- 东莞高周波强荣公司温馨提:
最新资讯文章
- 手机皮套,PAD三星 小米 苹果平板电脑操作
- 高周波熔断机
- 双头脚踏式高周波机器特点
- 超声波焊接机常见故障维修
- 什么叫高周波
- 什么是高周波熔接,工作原理是什么?
- 东莞超声波机械 东莞超声波 东莞超声波
- 东莞超声波机械,专业超声波机械生产厂
- 东莞超声波焊接原理
- 东莞高周波强荣公司温馨提:

咨询热线:
0769-85424281
手机:13922910948
邮箱: 429158638@qq.com
地址: 中国·广东